
¿Qué es la extrude aluminio? El proceso en 10 pasos

¿Qué es la extrude aluminio? El proceso en 10 pasos
El uso de extrusión de aluminio en el diseño y fabricación de productos ha aumentado significativamente en las últimas décadas.
Tal vez has oído hablar de este proceso de fabricación y te has preguntado qué es y cómo funciona.
Hoy hablaremos de qué es la extrusión de aluminio, los beneficios que ofrece y los pasos involucrados en el proceso de extrusión.
Comenzaremos con las cuestiones más básicas e importantes.
Tabla de Contenidos
¿Qué es la extrusión de aluminio?
La extrusión de aluminio es un proceso mediante el cual se fuerza un material de aleación de aluminio a través de una matriz con un perfil transversal específico.

Una potente prensa impulsa el aluminio a través de la matriz, emergiendo desde la abertura de la misma.
Cuando lo hace, adquiere la misma forma que la matriz y es extraído a lo largo de una mesa de salida.
Desde un nivel fundamental, el proceso de extrusión de aluminio es relativamente simple de entender.
La fuerza aplicada puede asemejarse a la fuerza que aplicas al apretar un tubo de pasta dental con los dedos.
Al apretar, la pasta dental emerge con la forma de la abertura del tubo.
La abertura del tubo de pasta dental cumple esencialmente la misma función que una matriz de extrusión.
Dado que la abertura es un círculo sólido, la pasta dental saldrá como una larga extrusión sólida.
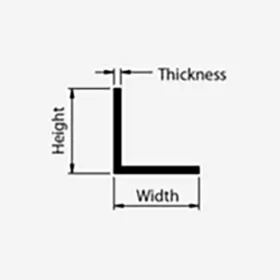
A continuación, puedes ver ejemplos de algunas de las formas más comúnmente extruidas: ángulos de aluminio, canales de aluminio y tubos de aluminio.
En la parte superior están los dibujos utilizados para crear las matrices y en la parte inferior están representaciones de cómo serán los perfiles de aluminio terminados.





Las formas que hemos visto arriba son relativamente simples, pero el proceso de extrusión también permite crear formas más complejas.
¿Qué formas se pueden extruir?
Las formas de extrusión se dividen principalmente en tres categorías:
1、Sólido, sin vacíos cerrados o aberturas (como barras, vigas o esquinas).
2、Hueco, con uno o más huecos (es decir, tubo cuadrado o rectangular).
3、Semi-hueco, con huecos parcialmente cerrados (es decir, canales en forma de "C" con huecos estrechos).
La extrusión se aplica en innumerables industrias, incluyendo construcción, automoción, electrónica, aeroespacial, energía, y otras.
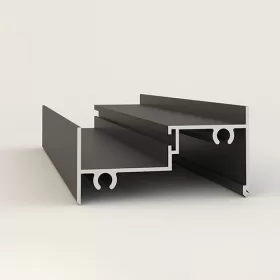
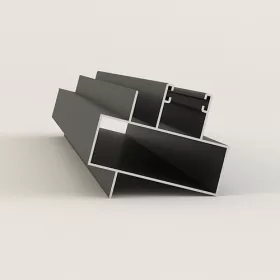
A continuación, se presentan algunos ejemplos de formas más complejas diseñadas para la industria de la construcción.
Las formas que hemos visto arriba son relativamente simples, pero el proceso de extrusión también permite crear formas más complejas.

Ahora que es posible que tengas una comprensión básica de la extrusión de aluminio, profundicemos en los detalles de este proceso.
El proceso de extrusión de aluminio en 10 pasos (Clips de video)
Hemos dividido el proceso de extrusión en diez pasos. Echemos un vistazo a cuáles son.
Paso #1: preparar el molde de extrusión y colocarlo en la máquina de extrusión
En primer lugar, se utiliza acero H13 para fabricar un molde circular. Alternativamente, si ya está disponible, se extrae del almacén que se muestra aquí.
Antes de la extrusión, el molde debe calentarse a una temperatura entre 450 y 500 grados Celsius para ayudar a prolongar su vida útil al máximo y garantizar un flujo de metal uniforme.
Una vez que el molde está precalentado, se puede cargar en la máquina de extrusión.
Paso #2: precalefacción del lingote de aluminio antes de la extrusión
A continuación, se corta un bloque sólido y cilíndrico de aleación de aluminio, llamado lingote, de un tronco más largo de material de aleación.
Se precalienta en un horno, como este, a una temperatura entre 400 y 500 grados Celsius.
Esto lo hace lo suficientemente maleable para el proceso de extrusión, pero no fundido.
Paso #3: transferencia del lingote de aluminio a la prensa de extrusión
Una vez que el lingote de aluminio ha sido precalentado, se transfiere mecánicamente a la prensa de extrusión.
Antes de cargarlo en la prensa, se le aplica un lubricante (o agente desmoldante).
El agente desmoldante también se aplica al pistón de extrusión, para evitar que el lingote de aluminio y el pistón se peguen entre sí.
Paso #4: el pistón empuja el material del lingote de aluminio hacia el contenedor
Ahora, el lingote de aluminio maleable se carga en la prensa de extrusión, donde el pistón hidráulico aplica hasta 15,000 toneladas de presión sobre él.
A medida que el pistón aplica presión, el material del lingote de aluminio se empuja hacia el contenedor de la prensa de extrusión.
El material se expande para llenar las paredes del contenedor.
Paso #5: el material extruido emerge a través de la matriz
A medida que el material de la aleación llena el contenedor, ahora se encuentra siendo presionado contra la matriz de extrusión.
Con la presión continua aplicada, el material de aluminio no tiene a dónde ir excepto por las aberturas en la matriz.
Este emerge de la abertura de la matriz con la forma completamente formada del perfil.
Paso #6: la extrusión se guía a lo largo de la tabla de salida y se extingue
En este caso, el empuje se mueve a lo largo de la mesa de batimiento a una velocidad que corresponde a la que sale de la prensa.
A medida que se mueve a lo largo de la tabla de salida, el perfil se "extingue" o se enfría uniformemente por un baño de agua o un ventilador por encima de la tabla.
Paso #7: la extrusión se corta a la longitud de la tabla
Una vez que la extrusión alcanza su longitud de mesa completa, se corta con una sierra caliente para separarla del proceso de extrusión.
La temperatura juega un papel importante en cada paso del proceso.
Aunque la extrusión se extingue después de salir de la prensa, no se ha enfriado completamente.
Paso #8: el extruido se enfría a temperatura ambiente
Esto es lo que se conoce como el proceso de enfriamiento.
El perfil permanecerá allí hasta que se alcance la temperatura ambiente.
Una vez que alcanzan la temperatura ambiente, deben estirar.
Paso #9: la extrusión se mueve a la máquina de estiramiento y se estira hasta la alineación
La distorsión natural de algunas extrusiones necesita ser corregida.
Para corregir esto, se trasladan a la máquina de estiramiento.
Cada extrusión se sujeta mecánicamente en ambos extremos y se estira hasta que se endereza completamente y cumpla con las especificaciones.
Paso #10: la extrusión se mueve a la sierra final y se corta a la longitud deseada
Con la mesa larga extruida ahora recta y completamente endurecida por el trabajo, se transfieren a la sierra.
Aquí se aserran a una longitud predeterminada, por lo general entre 8 y 21 pies. En este punto, las propiedades de la extrusión cumplen con el estado T4.
Una vez aserrados, pueden ser trasladados al horno de envejecimiento para alcanzar el estado T5 o T6.
Cada extrusión se sujeta mecánicamente en ambos extremos y se estira hasta que se endereza completamente y cumpla con las especificaciones.
¿Qué pasa después? Tratamiento térmico, tratamiento superficial y mecanizado
Una vez terminado el extruido, los perfiles pueden ser tratados térmicamente para mejorar sus propiedades.
Luego, después de un tratamiento térmico, pueden recibir varios tratamientos superficiales para mejorar su apariencia y protección contra la corrosión.
También pueden someterse a operaciones de mecanizado para llevarlo a sus dimensiones finales.

Tratamiento térmico: mejora las propiedades mecánicas
Las aleaciones de las series 2000, 6000 y 7000 pueden someterse a tratamientos térmicos para mejorar su resistencia a la tracción y su límite de rendimiento.
Para lograr estas mejoras, los perfiles se introducen en el horno, acelerando su proceso de envejecimiento y llevándolos al estado T5 o T6.
¿Cómo cambiará su rendimiento? El aluminio 6061 sin tratar (T4), por ejemplo, tiene una resistencia a la tracción de 241 mb (35.000 LBF fuerza/pulgada cuadrada). El aluminio 6061 tratado térmicamente (T6) tiene una resistencia a la tracción de 310 mpa (45.000 LBF fuerza/pulgada cuadrada).
Es importante que los clientes entiendan los requisitos de resistencia del proyecto para asegurarse de que se seleccionen las aleaciones y estados adecuados.
Después del tratamiento térmico, los perfiles también pueden ser tratados superficialmente.

Acabado superficial: mejora del aspecto y protección anticorrosión
Los perfiles de aluminio pueden someterse a un número de diferentes operaciones de acabado.
Las dos razones principales para considerar estos son que pueden mejorar la apariencia del aluminio, así como mejorar sus propiedades corrosivas. Pero también hay otras ventajas.
Por ejemplo, el proceso de anodización engrosó la capa de óxido natural del metal, mejorando su resistencia a la corrosión. También hace que el metal sea más resistente a la abrasión, aumenta el índice de refracción superficial y proporciona una superficie porosa que puede aceptar tintes de diferentes colores.
Otros procesos de acabado como pintura, recubrimiento en polvo, arenado y grano de madera. Además, hay muchas opciones de fabricación de extrusión.
Mecanizado: realización del tamaño final
Las opciones de mecanizado le permiten lograr las dimensiones finales que busca en los perfiles extruidos.
Los perfiles pueden ser estampados, perforados, mecanizados, cortados, etc., para cumplir con sus especificaciones.
Por ejemplo, las aletas de un radiador de aluminio extruido pueden ser cruzadas para crear un diseño de pin, o se pueden perforar en piezas estructurales para instalar tornillos.
Sean cuales sean sus necesidades, se pueden realizar todo tipo de operaciones en el perfil de aluminio para crear el tamaño perfecto para su proyecto.
Resumen: la extrusión de aluminio es un proceso de fabricación importante
La extrusión de aluminio es el proceso mediante la extrusión de un material de aleación calentado a través de un molde para crear piezas con un perfil de sección transversal específico. Las formas creadas pueden ser sólidas, huecas y semi-huecas; Pueden ser simples o complejos. El proceso de extrusión es un proceso interesante que produce perfiles de 8 a 24 pies de longitud que luego pueden ser tratados térmicamente, tratados superficialmente y mecanizados según las especificaciones del cliente.
Colaborar con Petrel Aluminio
En Petrel Aluminio, le proporcionamos todo lo que necesita saber sobre perfiles de aluminio personalizados. Con más de 20 años de experiencia y un proceso completo de fabricación interna, podemos garantizar el aluminio de la más alta calidad para su proyecto. Si necesita más información, no dude en contactarnos al +86-18126631603 o enviarnos un correo electrónico a sales@petrelaluminum.com.
- Conocimiento del sector
- Información de la feria
- Información del producto
-

Guía Definitiva de Perfiles de Aluminio para Ventanas: Cómo Elegir, Evitar Trampas y Conseguir Grandes Pedidos Internacionales en 2026
En la era actual, donde la estética arquitectónica evoluciona hacia el minimalismo y las regulaciones de eficiencia energética son cada vez más estrictas, el perfil ventana aluminio ha dejado de ser un simple marco que sostiene el vidrio. Se ha convertido en el alma del diseño de fachadas modernas y en la primera línea de defensa para [...]
-
Guía definitiva del mecanizado CNC de perfiles de aluminio: desde la selección del material hasta la pieza final
En el ámbito de la fabricación de precisión moderna, el mecanizado CNC de perfiles de aluminio se ha convertido en un tema ineludible. Ya sea usted un ingeniero aeroespacial o un aficionado al bricolaje que busca crear una carcasa perfecta para su ordenador, si su pieza necesita combinar ligereza y alta resistencia, su mirada acabará posándose sobre los perfiles de [...]
-
Guía Definitiva para la Compra Global de Perfiles de Aluminio: Cómo Identificar Proveedores de Alta Precisión en China y Evitar Trampas de Calidad
En el panorama cada vez más competitivo de la fabricación global, desde sistemas de disipación de calor para iluminación LED hasta líneas de montaje de automatización industrial, los perfiles de aluminio (alumina perfiles) se han consolidado como un material fundamental en el diseño de ingeniería. Su naturaleza ligera, alta resistencia y excepcionales propiedades de disipación térmica los [...]
-
Perfiles de Alúmina: Interpretación en Profundidad de la Selección Clave de Materiales de Alto Rendimiento y Tendencias Futuras
En el ámbito de los materiales cerámicos avanzados, la cerámica de alúmina (Alumina Ceramic) se ha convertido en un material indispensable y fundamental para aplicaciones industriales debido a su excepcional dureza, resistencia a altas temperaturas y propiedades de aislamiento eléctrico. Cuando buscamos "perfiles alumina", en realidad estamos buscando esos componentes críticos que determinan el límite superior del [...]




-
Faltan solo 2 días para la apertura de GLASSTECH México 2025
Petrel Aluminio llegará al recinto ferial con sus productos más recientes, y los invita cordialmente a visitar nuestro stand para conocer a fondo nuestras últimas soluciones en perfiles de aluminio para arquitectura e industria. Dirección del evento: Centro Citibanamex, Hall A, CDMXFecha del evento: 16 – 18 de julio de 2025 Ventajas de Petrel Aluminio [...]
-
Glasstech México 2025 Se Acerca!!!
Hoy es 25 de junio de 2025 — ¡faltan solo 21 días para la inauguración de Glasstech México 2025! Petrel Aluminio presentará nuestras últimas soluciones personalizadas en perfiles de aluminio en este destacado evento de la industria.¡Esperamos verte en la feria! ¿Por qué elegir a Petrel Aluminio? ¿Quieres saber más sobre nuestros productos y servicios?Visita [...]
-
¡Bienvenidos a Visitar Nuestra Fábrica Durante la 137ª Feria de Cantón
La 137ª Feria de Importación y Exportación de China (Feria de Cantón) – Fase 2 (Materiales de Construcción y Decoración) Como fabricante con 20 años de experiencia en extrusión de aluminio, Petrel Aluminio invita cordialmente a todos los clientes internacionales que viajen a China por la Feria de Cantón a visitar nuestra fábrica durante el [...]
-
¡Bienvenidos a la 137ª Feria de Importación y Exportación de China (Feria de Cantón)!
📅 Fechas de la Exposición La 137ª Feria de Cantón está programada para abrir oficialmente el 15 de abril de 2025. 🏢 Exposición Presencial por Fases: 📦 Categorías de Exhibición



!")
-
Petrel Aluminio lanza una nueva serie de colores anodizados para perfiles de aluminio
En la industria de puertas y ventanas arquitectónicas, los perfiles de aluminio no solo cumplen una función estructural, sino que también son un elemento clave de expresión estética. Para satisfacer la creciente demanda de acabados arquitectónicos refinados y diseños interiores de alta calidad, Petrel Aluminio ha perfeccionado su tecnología de anodizado y lanza con orgullo [...]
-
Perfiles de Aluminio con Recubrimiento en Polvo Gris Oscuro — Precisión y Flexibilidad en Cada Detalle
En Petrel Aluminio, mantenemos un compromiso constante con la innovación tecnológica y la mejora de la calidad. Nuestra fábrica ha puesto en marcha un nuevo proyecto: perfiles de aluminio con recubrimiento en polvo gris oscuro, producidos mediante una línea de recubrimiento en polvo horizontal equipada con pistolas automáticas suizas Gema, que garantizan un acabado eficiente, [...]
-
Serie de Perfiles de Aluminio Personalizados para el Mercado de Indonesia
Indonesia, como un claro representante del clima de selva tropical, experimenta altas temperaturas, humedad y lluvias intensas durante todo el año. Sumado a la fuerte radiación solar y al rápido desarrollo urbano, las puertas, ventanas, muros cortina y materiales de revestimiento exterior enfrentan grandes desafíos ambientales. En tales condiciones, elegir el perfil de aluminio adecuado [...]
-
Perfiles de Aluminio Personalizados para Puertas y Ventanas en Colombia
En la industria de la construcción, los sistemas de puertas y ventanas en diferentes países y regiones presentan preferencias de diseño y requisitos de rendimiento únicos. Para servir mejor a los clientes de América Latina, Petrel Aluminio ha lanzado un nuevo proyecto: una serie de perfiles de aluminio especialmente diseñados para el mercado colombiano. Table [...]



